Deutsch-skandinavische Partnerschaft
Als die Firma Anthon & Söhne vor 150 Jahren in Flensburg gegründet wurde, galt es zunächst, den regionalen Markt mit Eisengussteilen zu versorgen. Heute ist Anthon längst ein international agierender Hersteller von Holzbearbeitungsmaschinen. Der skandinavische Markt ist dabei für das Unternehmen bedeutender denn je.
Die Anthon GmbH mit Sitz in Flensburg ist spezialisiert auf die Herstellung komplexer Maschinen- und Anlagensysteme für die plattenverarbeitende Industrie. Einen besonderen Schwerpunkt bilden Plattenaufteilungssysteme inklusive Beschickungs-, Stapel- und Sortiersystemen für unterschiedlichste Werkstoffe der holz- und baustoffverarbeitenden Industrie. Aus diesem Produktspektrum konnte Anthon im Anschluss an die diesjährige Ligna zusammen mit dem schwedischen Vertriebspartner Ingenjörsfirman J Mared AB drei Großaufträge von zwei bedeutenden schwedischen Möbelherstellern für sich gewinnen. Dabei handelt es sich um das Unternehmen Kinnarps AB, das zu den größten Herstellern von Büro-Einrichtungslösungen in Europa gehört und an acht verschiedenen Produktionsstätten produziert, sowie das Unternehmen Ballingslöv AB, das als führender Anbieter von Küchen, Badmöbeln und Schranksystemen in weiten Teilen Europas vertreten ist. Wie bei den aktuellen Großaufträgen, konzentriert sich der Vertriebspartner J Mared AB in Huskvarna ausschließlich auf den Vertrieb hochwertiger Maschinen, um die Ansprüche seiner Kunden zu erfüllen.
Dauerhaft ein wichtiger Markt
„Es ist schon erstaunlich, wie beständig manche Dinge im Laufe der Zeit sind“, so Vertriebsleiter Bernd Jochims von Anthon. „Seit Gründung der Firma Anthon im Jahre 1865 waren die skandinavischen Länder für das Flensburger Unternehmen ein wichtiger Markt. Zuverlässigkeit, Freundschaft und Vertrauen sind bis heute nur einige Eckpfeiler, auf denen die langjährigen Partnerschaften stehen.“ Daher ist es für Jochims nur logisch, dass die skandinavischen Länder auch im 150. Jubiläumsjahr des Flensburger Unternehmens einen großen Anteil am Auftragsbestand des Maschinenbauunternehmens haben. „Mit dem momentane Auftragseingang sind wir sehr zufrieden. Er reicht weit ins Jahr 2016 hinein, wobei noch viele erfolgsversprechende Projekte anstehen. Dabei beweist der Auftragsbestand, dass sich die ständige Weiterentwicklung unserer Mitarbeiter und Vertriebspartner, aber auch die kontinuierliche Anpassung unserer Maschinen an die Marktbedürfnisse auszahlen“, so der Vertriebsleiter weiter. „Es freut mich sehr, dass wir mit unserem schwedischen Vertriebspartner Mats Mared drei Aufträge erhalten haben. Alle drei Projekte basieren auf der neuesten Technik, sind mit verschiedenen Highlights ausgerüstet und werden auf Jahrzehnte hinaus eine wichtige Dünn- wie auch die Dickplatten problemlos handlen kann. Die maximale Taktzahl beläuft sich auf zwölf pro Minute. Nach der Beschickung erfolgt die Paketbildung für die Sägenanlage. Abgeworfene Säumlinge werden direkt an der Längs- beziehungsweise an der Querseite zerkleinert, wofür jeweils eine Zerspanermühle vorgesehen ist, die die Säumlinge in absaugfähige Größen zerkleinert. Eine Besonderheit der Anlage ist die Abstapelung: es stehen drei Möglichkeiten zur Verfügung. Neben einer Rechenabstapelung für Halbformate gibt es auch eine vollautomatische Roboterabstapelung sowie eine Großplattenabnahmestation. So wird Grundlage in der Produktionskette unserer Kunden sein.“ Im Einzelnen handelt es sich bei diesen Projekten um je eine Plattenaufteilanlage für Kinnarps und Ballingslöv sowie eine Losgröße-1-Anlage für Kinnarps.
Breites Materialspektrum aufteilen
Die Plattenaufteilanlage LNB-D/LNB 58.5/25,5 für Kinnarps ist als Winkelanlage ausgeführt, deren Längs- und Quersäge eine maximale Schnitthöhe von 180 mm aufweisen. Neben Spanplatte werden damit auch MDF, HDF, Sperrholz und Wabenplatten aufgeteilt, wobei das Material roh oder laminiert zugeführt werden kann. Die Plattendicke variiert von 3 bis 50 mm, da sämtliche Möbelteile auf der Anlage aufgeteilt werden sollen. Ausgerüstet ist sie mit einer Vakuumbeschickung, die gewährleistet, dass sich Großplatten für spezielle Aufträge fertigen sowie Halbformate automatisch abstapeln und der Losgröße- 1-Anlage zuführen lassen. Darüber hinaus bildet die Roboterabstapelung die Stapel für alle weiterführenden Anlagen. Die Anlage wurde platztechnisch optimiert ausgeführt, wobei der zur Verfügung stehende Raum zu annähernd 100 Prozent belegt wird. Die Steuerung der Anlage gewährleistet eine S7 1500. Das Master-Computer-System basiert in diesem Fall auf Windows 7. Eine weitere Besonderheit der Anlage bildet der Sägenkontroll-PC, der als virtuelle Anlage auf einem von Kinnarps bereitgestellten Server abläuft. Die Anlage ist an das Kinnarps- Netzwerk angeschlossen, der Datenaustausch erfolgt selbsttätig. Jeder Fertigteilstapel wird vollautomatisch mit einem Label versehen und nachfolgende Maschinen werden dadurch automatisch über weitere Bearbeitungsschritte informiert. Die Anlage wird von Anthon Ende dieses Jahres ausgeliefert und im ersten Quartal 2016 die Produktion im Hause Kinnarps aufnehmen.
Dünnplattenbeschickung und Seitengreifer inklusive
Die Sägenanlage für die Firma Ballingslöv ist ebenfalls als Winkelanlage ausgeführt und folglich mit einer Längs- und Quersäge versehen. Bei einer Schnitthöhe von 180 mm werden damit sämtliche Eingangsmaterialien bearbeitet, die Ballingslöv in der Möbelproduktion benötigt. Weil davon ein großer Teil Dünnplatten sind (beginnend bei 2,5 mm MDF), ist außer einer Vakuum- auch eine Dünnplattenbeschickung in der Anlage vorgesehen. Diese Beschickung erlaubt es, dünne Platten einzeln oder im Paket zu beschicken, sodass auch Dünnplatten der Säge in großer Menge zugeführt werden können. Die Sägenanlagen für Kinnarps und Ballingslöv sind weitgehend identisch, ein Unterschied besteht allerdings in der Abstapelung. Damit die Sägenanlage die abgestapelten Pakete – meist ein- und höchstens zweireihig – den nachfolgenden Maschinen zur Verfügung stellen kann, ist die Anlage von Ballingslöv mit einem Seitengreifer versehen. So können Streifenpakete aufgenommen, geklammert und abgestapelt werden. Sonderformate, speziell Kleinteile im Format 250 x 100 mm, lassen sich über die separat abgebildete manuelle Handabstapelung auf zwei Hebebühnen abstapeln. Das Palettenhandling kann aufgrund der vorgesehenen Palettenspender vollautomatisch erfolgen. Beide Anlagen sind in der Lage, Einzelplatten aufzuteilen und bei entsprechenden Schnittbildern auch hohe Leistungen von mehr als 30 m3/h zu beschicken, aufzuteilen und abzustapeln. Die Auslieferung der Anlage an Ballingslöv wird Ende Januar 2016 erfolgen.
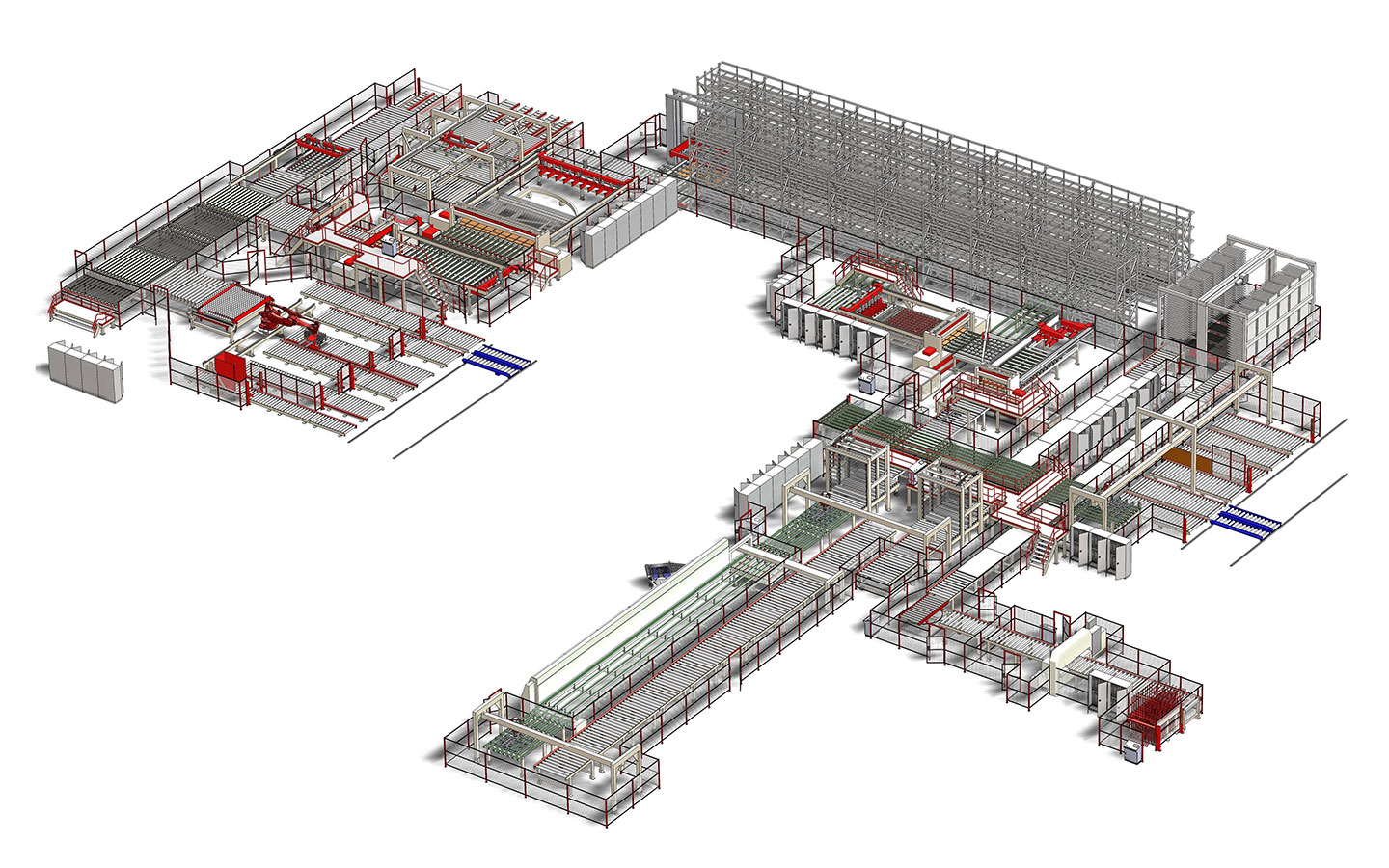
Vom Hochregallager bis zur Bohrmaschine
Ab Mitte 2016 liefert Anthon darüber hinaus eine komplette Losgröße-1-Fertigungsanlage an Kinnarps. Diese Anlage beginnt mit einem Hochregallager und erstreckt sich über eine Aufteilanlage, eine Kantenbearbeitungsmaschine und ein Zwischenlager bis hin zu einer Bohrmaschine.